
Element’s capabilities can accommodate HIRF testing levels required by commercial, military, and aircraft manufacturer standards. With experts actively involved in RTCA Special Committee 135, and the SAE AE4 HIRF/EUROCAE WG-14 Joint Working Group, we are committed to staying on the leading edge of the industry and helping you understand the technical requirements.
What is HIRF testing?
HIRF testing replicates the pulse modulations and energy levels that high-power RADARs generate to ensure that aircraft equipment is sufficiently hardened to withstand them.
Streamline testing to aircraft level HIRF testing standards
We can perform HIRF testing at test levels that fully meet and exceed the following HIRF test standards:
- FAA HIRF Rule and AC 20-158. All CW, SW, and Pulse test levels, for ALL Environments
- RTCA/DO-160D /E/F/G. All CW, SW, and Pulse test levels, for all Categories, including Cat. L
- Boeing D6-16050-4/-5/-6. All CW, SW, and Pulse test levels
- Airbus ABD0100.1.2, Rev E/F/G. All CW, SW, and Pulse test levels
- MIL-STD-464A/C. All CW, SW, and Pulse test levels
- ADS-37A-PRF, Table I, Part A & B. All CW, SW, AM, FM, and Pulse test levels
- Def-Stan 59-41 & 59-411 DRS02.B. All Air, Sea and Land CW, SW, AM and Pulse Levels
HIRF testing equipment
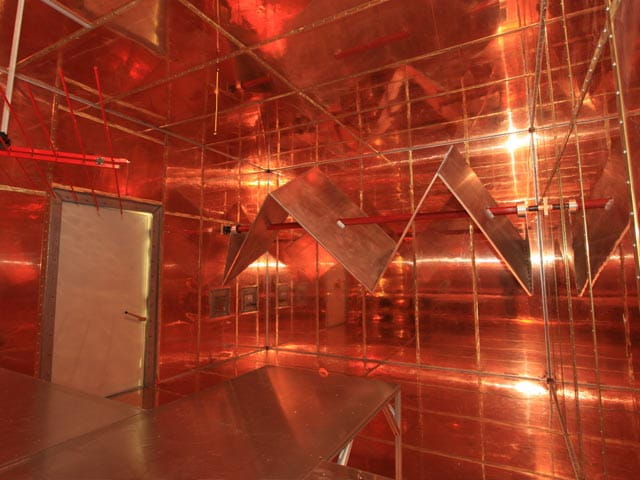
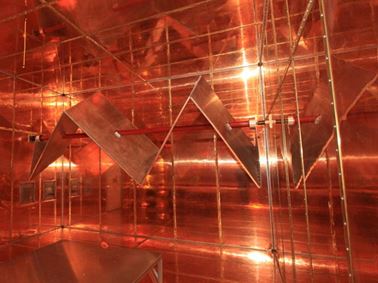
Our HIRF facilities include a suite of specialist antennas to allow HIRF testing to be performed in the conventional line-of-sight direct illumination method as well as the more innovative Reverberation (also known as Reverb) method.
The reverberation chambers use a reflective paddle to ‘stir’ the RF to ensure that there are no nulls and that the field strength remains uniform throughout the chamber. The paddle can rotate either continuously (stirred) or in a stepped fashion (tuned), the speed or coarseness of which can be adjusted to suit your requirements.
We provide both Mode Tuned Testing, and Mode Stirred Testing for both slow and high cycling equipment, allowing us to test both long and short dwell times
Direct Illumination vs. Reverberation: Testing for HIRF Levels
There are two main methods for testing HIRF levels: Direct Illumination and Reverberation. Both have their own set of benefits.
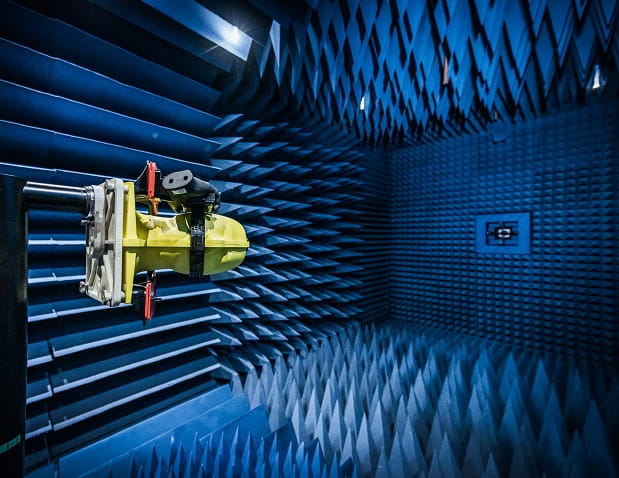
Direct Illumination
Generally considered to be the conventional method of testing against HIRF regulation, direct illumination testing allows us to focus in on specific areas of a component, as well as quickly evaluate smaller Equipment Under Test (EUT). This testing employs high gain antennae and pulsed amplifiers to produce fields up to 3000 V/m and pulse widths up to 40 µs, typically in accordance with but not limited to the requirements of RTCA DO-160G Category G Table 20-3;
|
Frequency |
V/M (PM) |
|
400-700MHz |
700 |
|
700-1000 MHz |
700 |
|
1-2 GHz |
2000 |
|
2-4 GHz |
3000 |
|
4-6 GHz |
3000 |
|
6-8 GHz |
1000 |
|
8-12 GHz |
3000 |
|
12-18 GHz |
2000 |
Because this method relies more on concentrated RF energy, failure threshold levels are easier to determine compared to reverberation testing. An additional benefit of using the Direct Illumination method instead of Reverberation is that the support equipment needed for test samples is typically not as well protected as the Equipment Under Test. With Direct Illumination, the inadvertent illumination of this equipment can be reduced because the antenna used has a focused beamwidth.
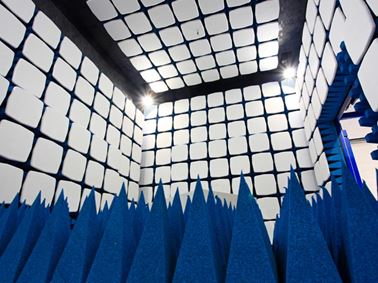
Reverberation
While direct illumination is helpful for smaller EUTs and products with high-risk components, reverberation testing is a quicker method for larger equipment that would require multiple antenna positions. In addition to illuminating the entire EUT at once and providing an actual "worst-case scenario", reverberation testing can achieve extremely high field strengths beyond the capability of direct illumination.
If your customer has not specified a preference, we can offer valuable advice on the best route for your product. However, whether you choose direct illumination or reverberation, some of the most common causes of HIRF test failure can be easily avoided by considering a few key points early in the design stage, such as:
- Ensuring enclosure effectiveness is of sufficient magnitude to reduce incoming RF to a level that sensitive components can withstand.
- Making sure cables and connectors are well screened and filtered, with 360-degree termination
- Minimizing and avoiding slots (air vents etc.) when possible
- Avoiding conductive loops
Benefits of using the Reverberation method of HIRF Testing
Our chambers have intrinsic properties of isotropy and homogeneity that provide several unique features for testing:
- Randomly polarized, i.e. the phase between all waves is random.
- Spatially uniform, i.e. the energy density in the chamber is uniform everywhere.
- Isotropic, i.e. the energy flow in all directions is the same.
- Field measurement results will be the same regardless of where in the room they are taken.
- Spatial reconfiguration of the EUT will have minimal effect on those measurements.
- A reverberation chamber simulates all wave polarizations and incidence angles during a full test.
HIRF Aircraft Testing
With the increased use of composite materials in aircraft fuselages, sensitive electronic equipment is provided less RF shielding from high field strengths in the EM environment. This can result in unexpected exposure to several thousand volts per meter of RF energy which has the potential to cause equipment failure.
RTCA-DO-160 (G) states that all six faces of a system must be subjected to radiated susceptibility testing. Due to the uniform nature of the field generated in the reverberation chamber, this can be achieved with only one test run, as opposed to six when using the conventional semi-anechoic chamber method, resulting in significant time and cost savings.
All HIRF tests are performed under complete computer control for both Direct Illumination and the alternative Reverberation method. There is also additional flexibility to provide virtually any frequency step size, pulse duty cycle, or modulation type.
Why choose Element?
Element has heavily invested in ensuring our EMC and EMI testing capabilities match the increasingly demanding levels for HIRF testing. We partner with product manufacturers from R&D innovation to marketplace reality to ensure your products get to market on time, every time. Contact our expert team for more information.
Key Points to Consider when Preparing to Test Military and Defense Equipment
Element delivers an extensive range of testing and validation services required by defense manufacturers during qualification to help meet the rigorous demands of military standards. These include Def standard 59-411 and Mil standard 461, as well as more specific aerospace standards such as RTCA DO-160 for indirect and direct lightning testing. READ MORECE Mark Requirements for UK MoD Defense Equipment
With qualification performance now being considered earlier in the CADMID cycle, products tested in the design and prototyping stage are reaping significant benefits through reduced risk, cost savings and faster approval times, allowing earlier delivery to the MoD. READ MOREMORE FROM ELEMENT
MAKING CERTAIN FOR 190 YEARS
EMC Testing Services
Find out about Element's comprehensive range of EMC service and testing capabilities in the USA, UK, and Germany.

Aircraft Lightning Strike Testing
Our lightning protection testing services help ensure that, in the event of a direct strike, your electronics, equipment and materials continue to perform without failure.

Product Testing
From environmental & dynamic testing to highly specialized tests such as bird strike and hydrodynamic ditching testing, we're the trusted testing partner to the world's most recognized component and system manufacturers.
RTCA DO-160 Testing
Working with Element, our clients enjoy access to the most comprehensive EMC and environmental testing capacity of any independent Aerospace product qualification testing company in the world.
