Electrical Safety Testing and Certification Services
Accelerate your electrical product's journey to market with Element's comprehensive Electrical Safety Testing and Certification services. We understand your need to move fast in today's competitive marketplace. Our global network of accredited laboratories and experts helps you navigate certification requirements efficiently, reducing time and costs while maintaining rigorous safety standards.

What is Electrical Safety Testing and Certification at Element?
Element's Electrical Safety Testing and Certification services provide a comprehensive assessment of electrical and electronic equipment against international safety standards. We evaluate products for mechanical, electrical, thermal, radiation, and other hazards, delivering the certifications you need to access global markets.
What can Element offer you for electrical safety testing and certification?

Key services offered
Key services offered
At Element, our solutions span full compliance testing, pre-assessment, certification support, and strategic guidance. We provide product benchmarking, gap analysis, failure investigation, and risk assessment services. Our comprehensive approach includes technical documentation support and advice on the best certification and approvals route to streamline your market access.
Products we test
Products we test
We test a comprehensive range of electrical and electronic products across the medical, environmental, telecoms, and transportation industries. Our expertise covers everything from consumer electronics and office equipment to complex medical devices and power supplies, ensuring thorough safety assessment regardless of your product category.
Which labs offer this service
Which labs offer this service
Our accredited laboratories across the USA, UK, and Germany provide comprehensive testing services. Each facility offers ISO/IEC 17025-accredited testing capabilities, ensuring consistent quality and reliability regardless of location. To find your nearest lab, visit our Locations page.
Our integrated approach
Our integrated approach
To provide the most efficient certification pathway, we combine electrical testing with EMC, radio and wireless, IoT compatibility, explosive atmosphere, and specific industry standards testing
Standards we test to and products we test
- IECEE CB Scheme (50+ countries)
- CE marking (Europe)
- NRTL certification (North America)
- IEC 62368-1:2018
- IEC 61010 series
- IEC 60601 series
- UKCA marking (United Kingdom)
- General Product Safety GPSD (2001/95/EC) & GPSR (EU/2023/988)
- Low Voltage Directive (LVD)
Your Challenges, Our Solutions
Time to Market Pressure
Complex Global Requirements
Need For Technical Documentation
Multiple Testing Requirements
Element Experts at your service


Why Choose Element
Global Testing Network
Proven Track Record
Comprehensive Solutions
Market Access Experts
Frequently asked questions
What does electrical safety testing involve?
Testing includes assessment of mechanical, electrical, thermal, fire, noise, vibration, radiation, material, and ergonomic hazards to ensure product safety and compliance with specified criteria. Through a range of tests, visual assessments, evaluations and documentation reviews, this assessment compiles evidence that a product meets the safety criteria per international, or national safety standards.
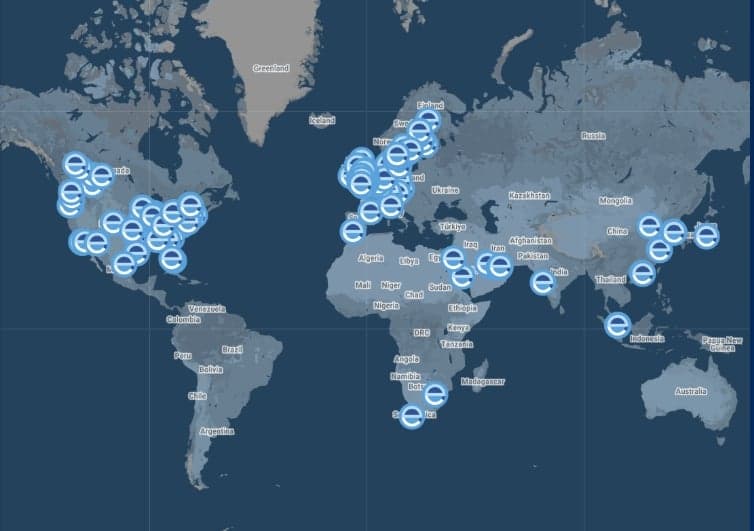
Explore our global network of labs and find your nearest location
VIEW ALL LOCATIONSRelated services

Global Market Access (GMA) Services
Accelerate international product certification with Element's Global Market Access Services. Navigate complex regulations, reduce testing time & get to market faster.

Explosive Atmosphere Testing and Certification
Element ensures your products comply with global explosive atmosphere testing regulations, including Global IECEx certification, ATEX certification for Europe, UKEX for United Kingdom, HazLoc certification for North America & DSEAR in the UK.

Cellular Device Testing & Certification
Accelerate market readiness with Element's Over-the-Air (OTA) Testing Services. Verify wireless device performance in real-world conditions, identify issues early, and meet global standards with global expert-led testing.

Medical Device Safety Testing
Accelerate your medical device safety testing with Element's end-to-end services. From design consultation to global certification, we navigate complex regulations so you can launch faster.
Electromagnetic Compatibility (EMC) Testing & Electromagnetic Interference (EMI) Testing & Certification
Element provides accredited EMC and EMI testing and certification services, helping businesses meet regulatory requirements, reduce costly redesigns, and bring products to market faster through expert compliance support.
